焊接平台材质性能及使用寿命长方法 焊接平台材质性能及使用寿命长方法
焊接平台一般只要采用正确的方法使用和存放,使用寿命很长,工作面的精度可以保持使用2年以上,精度降低时可以通过调试或刮研工艺恢复,平板本身的使用寿命可以达到50-100年。所以,在使用过程中要注意不要在潮湿,有腐蚀,过高和过低的温度环境下使用和存放,这样才可以延长使用寿命,保证工作质量。为了防止焊接平板发生有害的变形,在发装平板时,要将支承支在主支点处。支承时,尽量将平板的工作面调整到水平面内。检验完毕或划线完毕后,要把工件抬下来,平得长时间放在平板上。使用完毕,要及时擦净平板的工作面,然后涂上一层防锈油。如果比较长时间不用,最好涂上一层黄油,然后铺一层白纸。最好用木板制作的一个专用罩,不用时,用罩子将平板罩住,严禁水滴在焊接平板上。
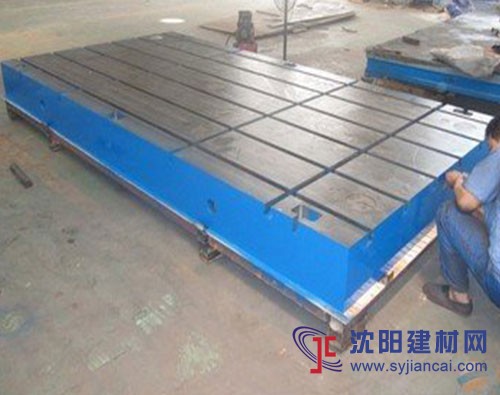
焊接平台有良好的耐热性和耐腐蚀性。因此在工业生产中得到广泛应用。工作面外形分为长方形、正方形或圆形,工作面上可加工V形、T形、U形槽和圆孔、长孔等复杂形状的工件。使用注意事项:使用时应把表面清理干净,工件固定牢固,焊接完成后及时把工件卸下,防止平板变形。虽然该产品有耐腐蚀性,也不可以把它存放在潮湿阴暗处。要定期检验平板的精确度。
焊接平台对防锈底漆的要求:铸铁焊接平台不仅要保障整体的性能,更要保障细节的品质。尤其是要做好防锈工作,防锈工作到位能够保障较好的结合力以及便于保存和施工。如果防锈不到位,很容易缩短使用寿命。因此一定要知道平台对于防锈底漆的具体要求有哪些。最常用的焊接平台防锈底漆是采用油脂漆,磷化漆或者是沥青漆。这些不同的漆其性能以及所适用的范围是有一定区别的。在检验好平台以及清理其表面杂物之后,需要的是进行喷漆工作。由于平台所处于的工作环境的差别,所以要根据不同环境来选择适合的防锈漆。所以需要先了解好平台的工作环境,根据其工作环境来选择底漆。对于平台喷漆来说,需要的不仅是底漆,而且还有上层漆。一般来说,底漆与上层漆并不一定要一致或者是配套使用。只要能够保障底漆与面漆的结合力就可,具有较强的粘合力,可以保障漆的性能即可。也就是说,上层漆必须要能够很好的粘合在底漆上,否则就会造成脱皮现象。
焊接平台双面双弧焊是一种新近发展的高效焊接新工艺,因其具有热输入小并能显著增加熔深,故可降低焊接热影响区尺寸,减小焊接应力与变形,另外还可提高焊接生产效率、降低能源及材料耗,所以得到了广泛关注。在造船工业中对于厚板的焊接,特别是对于低合金高强度钢的焊接,双面双弧焊接技术往往用于打底焊道的焊接,填充焊道采用手工焊、气体保护焊或埋弧焊。由于焊接材料和工艺的不同,打底焊道与填充焊道在尺寸上不可避免地有一定的差别。关于非等强焊接接头性能的研究,过去主要针对常规钢种,忽略了热影响区的存在,采用理想的双材料结构模型,研究焊缝的力学性能不均匀性和尺寸对接头性能的影响,其缺点是无法对非等强焊接接头屈服强度和抗拉强度做出直接评。对于热影响区软化对接头屈服强度和抗拉强度的影响,也只是采用在载荷方向上焊缝、热影响区和母材串联的结构模型,分析热影响区的强度和尺寸对接头屈服强度和抗拉强度的影响。床身铸件技术先进,应用全国各地。
焊接平台专门应用于大型设备的基础平板,具有设计合理,结构稳定,精密度高,耐磨损等特点。铸铁平板广泛应用于机械加工,工具车间,机修车间,大型设备底座,计量室及精密度加工。铸铁焊接平板的铸铁质量和热处理质量对平板使用性能产生较大影响:或因残存较大内应力使工作面变形;或因不耐磨损使精度不能保持;或因刮削困难得不到数值小的粗糙度。因此使用铸铁工作台必须注意铸铁材料的选择,采用时效处理等方法消除铸铁平板的残余应力。用来进行工件的焊接工艺,和铆焊平板不同,上面没有孔,工作面为平面或T型槽。材质:高强度铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理使用该产品的精度稳定,耐磨性能好。焊接平台使用前用无腐蚀性汽油,将工作面的防锈油洗净,并用脱脂棉纱擦拭干净后方可使用。温度变化会使铸铁焊接平板测量产生误差,应控制在20±5℃范围内使用。铸铁焊接平板使用时用水平仪调整到水平,使支点均匀分布各支点上。铸铁平板用时小心、严防碰撞。铸铁焊接平台用完后擦净,涂无水酸性的防锈油,覆盖防潮纸,置于清洁干燥处存放。铸铁焊接平板周检期:最长周检期一年。
焊接平台有良好的耐热性和耐腐蚀性。因此在工业生产中得到广泛应用。工作面外形分为长方形、正方形或圆形,工作面上可加工V形、T形、U形槽和圆孔、长孔等复杂形状的工件。使用注意事项:使用时应把表面清理干净,工件固定牢固,焊接完成后及时把工件卸下,防止平板变形。虽然该产品有耐腐蚀性,也不可以把它存放在潮湿阴暗处。要定期检验平板的精确度。
河北盛鼎机械有限公司为广大用户生产各种三维柔性焊接平台、焊接平台、铸铁焊接平台,采用先进设备制造,提高了产品质量。 |